| 1 |
배기열을 회수하여 연소공기 예열(2014년) |
용해공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 59.6 toe/년 |
0.4 % |
50 백만원 |
170 백만원 |
3.4 년 |
37.9 tC/년 |
- [현황 및 문제점]
· 용해공정의 생산현장에서 발생되는 고온의 배가스가 생산내부를 통해 대기로 방출
[개선방안]
· 생산현장 동(Cu) 용탕라인의 고온공기가 방출되는 상부에 덕트를 설치하고 고온의 배기가스를 송풍기를 이용하여 외부로 방출함
· 신설된 배기덕트에 공기예열기를 설치하고 기존연소공기를 열교환으로 승온하여 버너에 공급함
· 공기예열기가 배기연도의 하중을 견딜수 있도록 보강작업을 함
|
| 2 |
열처리로의 효율체크 |
열처리공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
2,000 만엔 |
- |
- |
- |
- · 생산 방식의 개선 : 여러 대의 전기방식 열처리로의 열효율을 조사하고 효율높은 열처리로를 우선 사용함으로써 에너지 원단위를 20% 개선
|
| 3 |
피크 전력 30% 달성을 위한 전직원 에너지 활동 |
부품생산공정 (부품제조 공정) |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
- |
- |
- |
- |
- 여름철 피크 전력 30%와 연간 에너지 소비량 10% 감축을 목표로 기존부터 진행했던 JIT 개선 활동에 간접 부문도 참여하고 생산
라인의 절감 등 에너지 절약 활동을 추진하였다.
[개선전]
· 전력 수요 파악을 위해 수요 감시 시스템을 구축하였으나 직원 모두에 공개되지 않음
· JIT 개선활동을 수행하고 있으나 활동 주체는 제조 현장에만 국한되어있어 전 직원이 참가하기 어려움이 있었음
[개선후]
· 도쿄 전력 관내 각 거점에 전력 모니터링 장치“e-energy”를 도입하였으며 수요 감시 시스템을 인트라넷에 공개하여 전직원이
전력 수요 상황을 파악할 수 있도록 개선함
· 간접 부문도 JIT 개선활동에 참여하여 7개의 JIT 활동을 추진하였으며 JIT 뉴스, 보고회 등 크고 작은 활동을 통해 에너지 개선
인식을 확산함
- 컨베이어 생산 방식에서 대차 생산 방식으로 변경
· 여름철 전력 피크 30% 감축을 위해 절전 기기를 적극적으로 도입함
- 태양광 발전설비 : 240kW
- 비상 발전기: 3대(340kW 2대, 375kVA 1대)
- 고효율 에어컨 업데이트 : 13대
- 공기 반송 팬 설치 : 18개
- LED 조명 설치 : 57개
|
| 4 |
주조공정의 에너지 원단위 개선 활동 |
부품생산공정 (부품제조 공정) |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
- |
- |
- |
- |
- 전사 생산부문에서 에너지 소비량의 55%를 차지하는 주조공정의 조업조건, 설비사양 등의 손실 저감을 통해 에너지 원단위를
2005년 대비 23.5% 절감하였다.
[개선전]
· 주조공정의 에너지 소비량이 가장 많음
- 조향너클(Steering Knuckle) 압탕(押湯) 높이를 100㎜로 생산하며 중량수율이 52.8로 생산함
· 4기통 엔진용 실린더 헤드 주조라인은 8개의 저압주조기계를 보유하고 있으며, 각 금형가열 버너의 가스사용하고 있으며, 각
호기별 공기비가 상이함.
[개선후]
· 중량수율 향상 및 가스버너 개선을 통한 에너지 절감
- 조향너클의 중량수율 향상을 위해 주물 응고 시뮬레이션 사전 평가 및 테스트를 통해 압탕높이를 50㎜ 절감하여 0.88kg의
무게를 절감하여 품질경량화를 통한 품질개선 실시
· 금형가열 버너 중 7호기의 공기비가 1.23으로 에너지 절약법에서 권장하는 도장라인 오븐버너의 공기비 1.2와 유사하므로
나머지 호기에 대해 공기비를 1.2로 조정하여 각 금형가열버너의 원단위를 0.01% 개선
|
| 5 |
절단공구 구입시 포장재 변경으로 CO2 삭감 |
부품생산공정 (부품제조 공정) |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
- |
- |
- |
- |
- 공장내의 절단 공구 유동 상태를 보면, 간섭에 의한 칼날 감퇴 손상 가능성이 있다. 이 문제를 해결하고 공구의 최적 유동상태와
환경을 생각하는 납입 용기를 제작했다. 이 결과 폐기를 줄이고 공구 보관 상태를 재검토하고 절단도구 손상발생 0을 달성하여
CO2 배출량을 저감하였다.
[개선전]
· 호브(Hob) 컷터 제작시 포장재는 계속 발생하며 골판지는 폐기되고 있다.
· 호브(Hob) 컷터 납입 후 절삭 가공 구역과 다시 연마 가공 구를 15회 정도 유동한 후 소모하며, 각 공정에서의 보관상태 확인시
나무상자에서는 커터 간의 간섭을 방지하고 있다.
· 납입시 곤포재를 폐기하고 있으며, 호브(Hob) 컷터 유동 상태에 간섭에 의해 칼날 감퇴 손상이 발생할 가능성이 있다.
[개선후]
· 호브(Hob) 컷터의 형상을 다양화하고, 사양을 결정
- 외경 70~110mm의 커터를 수납할 수 있는 것
- 길이125~200mm의 커터를 수납할 수 있는 것
- 투명성이 있어, 공구 번호를 읽을 수 있는 것
- 용기내에서 커터가 춤추지 않는 것
- 흔들림에 대해서 안정성이 있는 것
- 용기상태로 납입할 수 있는 것
- 용기의 제작
- 납입 용기 이용
|
| 6 |
사이클 단축 활동을 통한 에너지절감 |
부품생산공정 (부품제조 공정) |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
3199 천엔 |
- |
- |
72.2tCO2 |
- 본 공장에는 대형 전자동 가공라인(변압기 설비)과 단순 가공 기계군(machining center)으로 구성된 수동 주체 라인이 있다.
가공되는 부품은 자동차의 하부 사용하는 스티얼이 너클(Steering Knuckle)이며 가공에 필요한 에너지는 전기, 에어를 이용한다. 전자동 기계 라인 설비 능력을 향상시켜 에너지 절약에 성공하였다.
[개선전]
· 전자동 인덱스 머신, 트랜스퍼 머신, 반송반출 로더, 에어 블로우, 건조장치로 구성되어 35,000대/M의 제품 생산
- `05년의 전자동 가공기 라인의 에너지 사용 비용은 월평균 73만엔으로, 전력 54만엔, 에어 19만엔을 사용하였으며, 대 당
원가로 보면 월평균21.8엔이 되고 있어 향후의 에너지 삭감 목표의 달성이 시급하다.
· 현상의 Cycle Time 0.7분까지 완전 2교체 근무로 할 때, 능력부족이 된다.
[개선후]
· 사이클 타임 단축, 수작업 시간 단축, 가공도구 수명 연장
· 전반 공정의 유압 탱크에 인버터 유압펌프를 설치하고 후반 공정에는 유압 탱크를 철거, 2공정마다 분할된 인버터 유압 유닛 설치
· 압축공기 사용량 절감
|
| 7 |
탕세 보충수 가열원 개선(2013년) |
도장공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 81.6 toe/년 |
- |
57.5 백만원 |
40 백만원 |
0.7 년 |
- |
- [현황 및 문제점]
· 세정효율을 높이기 위하여 세정수를 일정온도로 가열하여 사용하고 있으며, 탕세 과정에서 일정 비율의 세정수가 over flow관을 통하여 일정량 연속배출 되고 있음
[개선방안]
· 탕세 over flow 계통에 판형 열교환기를 설치하고, 세정수 over flow 배관과 탕세보충수 배관에 판형 열교환기를 설치하여
열교환하면 배출수는 냉각되고, 탕세 보충수는 가열됨
· 판형열교환기는 탕세 over flow관과 가까운 장소에 설치하고, 탕세 보충수관을 판형열교환기에 연결 한 후, 탕세탱크로 공급될 수 있도록 설치하며, over flow되는 세정수는 일정수위 이상에서 자연 배출될 수 있도록 배관함
|
| 8 |
전처리 히트펌프 적용(2014년) |
도장공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 50.8 toe/년 |
- |
63.4 백만원 |
150 백만원 |
2.4 년 |
- |
- [현황 및 문제점]
· 전착도장 도료 전착도료의 발열을 냉각(27[℃]이하 유지) 시키기 위하여 수냉식 냉동기를 운전
[개선방안]
· 전착도료의 냉각을 위하여 24[hr/일] 가동중인 C/T의 열원을 이용하여 히트펌프를 설치하여 스팀의 열원을 대체
· 히트펌프의 증발기 부분을 C/T와 순환시키고 응축기 부분에서 온수를 생산함으로서 스팀열원을 대체
· 현재의 스팀열원은 예비용 또는 동절기시 히트펌프의 용량이 부족할 경우 부분 부하 담당
|
| 9 |
적정용량 공기압축기 신설 |
도장공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 31.8 toe/년 |
0.1 % |
12.9 백만원 |
60 백만원 |
4.7 년 |
- |
- [현황 및 문제점]
· A공장 도장공정의 공기압축기는 부하조절용으로 전부하 운전 공기압축기에서 생산하는 압축공기가 부족할 경우, 부족한 압축
공기량을 보충하기 위하여 가동하고 있으나 운전 상태를 분석한 결과 부하운전이 15%로 부하조절용 공기압축기로는 필요용량
보다 큰 공기압축기가 설치되어 무부하 운전 시간이 많아 공기압축기의 효율이 저하 및 무부하 운전에 의한 소비전력이 증가함
· B공장 도장공정의 공기압축기는 부하조절용으로는 가동되고 있으며, 압축공기를 생산하지 않을 경우 공기압축기의 정지 상태가 되고 압축공기가 필요시 재가동되는 운전 형태를 보이지만 정지 상태에서 공기압축기가 가동될 때 기동전류에 의한 전력 손실이 큼
[개선방안]
· (1안)인버터를 설치하여 필요 공기량만 공급되도록 회전수를 제어
· (2안)현재 효율저하로 가동 중인 공기압축기를 성능이 우수한 고효율의 공기압축기로 신설하여 무부하 운전에 의한 전력손실을 감소토록 함
|
| 10 |
보온 강화(2013년) |
도장공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 16.2 toe/년 |
0.02 % |
12.6 백만원 |
16.5 백만원 |
1.3 년 |
10.3 tC/년 |
- [현황 및 문제점]
· 전처리과정 중 탕세공정, 탈지공정, 화성피막공정 및 전착수세공정에 사용되는 처리용액은 스팀을 사용하여 적정온도로 가온하여 공급되고 있으며, 공급된 처리용액은 적정온도를 유지하기 위해 판형열교환기를 통하여 계속 가온되어 순환 공급이 되고 있음
[개선방안]
· 전처리과정의 각 공정에 사용되는 전처리용액의 공급관이 보온이 안된 상태이기 때문에 공급관 표면을 통한 방열 손실이 일어나고 있으며, 전처리용액에 열을 제공하기 위한 스팀공급 배관에도 일부 차단밸브가 미보온 상태로 방열손실이 이루어지고 있기 때문에, 각 스팀밸브와 전처리용액 배관부위에 적절한 보온시공이 이루어져야 함
|
| 11 |
냉동기 냉각수 온도차 개선 |
도장공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 89.2 toe/년 |
- |
36.1 백만원 |
50 백만원 |
1.4 년 |
- |
- [현황 및 문제점]
· 현재 냉동기 냉각수 입, 출구 평균 온도차는 1.48℃로, 설계 온도차 5.0℃ 보다 3.52℃ 낮게 운전 운전되고 있는 것에 대하여,
냉각수 설계 온도차인 5.0℃로 가동하기 위하여, 냉각수 순환펌프에 인버터를 설치하여 냉각수 수량을 제어해야 함
[개선방안]
· 냉각수 수량 조절은 냉동기 냉각부하에 따라 인버터로 조절해야 하며, 이때 반드시 TAB를 실시하여 냉동기가 요구하는 유량으로 조절될 수 있도록 설치해야 하며, 사업장 냉각부하에 연동될 수 있도록 냉동기 가동수량을 조절하고, 조절된 냉각수수량은 인버터
주파수(40Hz ~ 60Hz)사이에 조절하여 냉동기 가동수량과 연동제어 되도록 해야 함
|
| 12 |
송풍기 회전수 제어(2013년) |
가공 및 조립공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 6.4 toe/년 |
- |
3.3 백만원 |
10 백만원 |
3 년 |
- |
- [현황 및 문제점]
· 엔진부품 가공 및 조립 공정상 발생되는 OIL MIST ,미세먼지 및 분진 등을 제거하기 위해 대기 오염방지시설을 설치 가동 운전 중
· OIL MIST SEPARATOR A집진기의 경우 정격 풍량대비 약 1.6배 풍량으로 운전되며 이는 불필요한 전력소비가 발생한다고 볼 수 있음
[개선방안]
· 집진기 필터의 보수 및 관리로 풍압을 낮추고 집진기의 효율을 상승시키면 현재 측정 풍량보다 75[%]정도에서 운전을 시행해도 집진 성능에 지장이 없을 것으로 예상됨
· OIL MIST SEPARATOR A송풍기에 에너지절약효과가 가장 큰 회전수 제어를 이용한 풍량제어로 현재 풍량을 정격 풍량으로
운전함으로서 전동기의 소비전력을 절감시킴
|
| 13 |
배공기열 회수(2012년) |
크리스탈라이즈공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 68.1 toe/년 |
0.4 % |
48.4 백만원 |
115 백만원 |
2.4 년 |
- |
- [현황 및 문제점]
· 압력병과 내열병의 입구(Neck)부분 성형을 위하여 크리스탈라이즈 설비가 가동되고 있으며, 에너지원으로는 전기를 사용함
· 공정에서 발생한 고온의 공기가 그대로 버려지고 있음
[개선방안]
· 버려지는 공기를 급기구를 통하여 다시 실내로 공급하여 동절기 공조기 사용량을 절약
|
| 14 |
부스닥트 코팅기 Pre-Heater 단축정지 |
생산설비 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
1.7 백만원 |
- |
- |
5.3 tC/년 |
- [현황 및 문제점]
· 일일 조업이 끝날때 마지막 제품이 냉각 과정까지 마친 후 Pre-Heater Oven과 Cure Oven의 연소 과정이 끝나게 되는데, 마지막 제품이 Pre-Heater Oven 을 통과 후에도 전체 공정이 끝나지 않아 약 30분 동안 Pre-Heater Oven이 연소되고 있음
[개선방안]
· 전체 공정이 끝난 후 자동으로 Pre-Heater Oven과 Cure Oven의 연소 과정이 끝나지만, 마지막 제품이 Pre-Heater Oven을
통과 후 30분 전 Pre-Heater Oven 버너를 OFF하기 위해서는 수동으로 조작해야 함
|
| 15 |
생산설비 ON/OFF 타이머조정 적정화 |
리플로우 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
23.2845 만엔 |
- |
- |
7.342 tCO2 |
- · 생산설비를 타이머로 ON/OFF 운전
· 타이머의 설정시간은 여유있게 설정하여 운전하던 기존 방식에서 타이머 설정시간을 최단시간으로 조정하여 운전함으로써
전력을 절약함
|
| 16 |
점심시간에 리플로우가열히터의 전원 OFF |
리플로우 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
0.36 만엔 |
- |
- |
0.114 tCO2 |
- · 리크로의 가열히터를 점심시간 중에도 켜두었지만. 휴게시간 30분, 히터만 OFF하여 설비 운영 시간을 단축
|
| 17 |
리플로우 냉각 온도의 변경 |
리플로우 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
3.24 만엔 |
- |
- |
1.022 tCO2 |
- · 리플로우의 관내 냉각을 위해 부대설비로 냉각기를 사용하고 있음
· 냉각기는 냉수를 만들고 있으며 냉수의 온도설정을 20℃로 설정하여 운전 중
· 온도를 높혀도 제품에 영향이 없음을 확인하고, 설정온도를 변경해 냉각기의 소비전력을 절감함
|
| 18 |
Circulation 순환P/P 운전방법개선을 통한 전력사용량 절감 |
도장공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 64 toe/년 |
0.8 % |
33.7 백만원 |
0 |
0 |
35.7 tC/년 |
- [현황 및 문제점]
· 과유량으로 인한 소비전력 증대원인(과부하 상태)으로 나타남
· 정격양정 15 [m]에 비해 시스템양정 평균 6.8 [m]로 현저히 낮음
[개선방안]
· 현재 시스템양정이 최고 7.7 [m], 과유량 및 효율저하로 적정펌프 교체가 가장 적절한 방법이지만, 작업공정상 큰 무리가 없는
운전방법개선을 통한 절감방안 제시
|
| 19 |
CCO설비 I.D Fan 회전수제어를 통한 전력사용량 절감 |
도장공정 |
|
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 168.3 toe/년 |
2.1 % |
88.7 백만원 |
88.1 백만원 |
1 년 |
93.9 tC/년 |
- [현황 및 문제점]
· Fan 흡입댐퍼 개도율 75[%]인 상태로 운전하여 풍압손실 발생
· 운전효율 및 시스템효율 저하로 Blower의 필요 이상의 전력소모
[개선방안]
· 수동조절 댐퍼 개방하고 인버터의 회전수 제어
· 회전수제어 방법으로 Fan 후단의 압력신호(PIC) 신호를 받아 출구측 풍압을 일정하게 유지
|


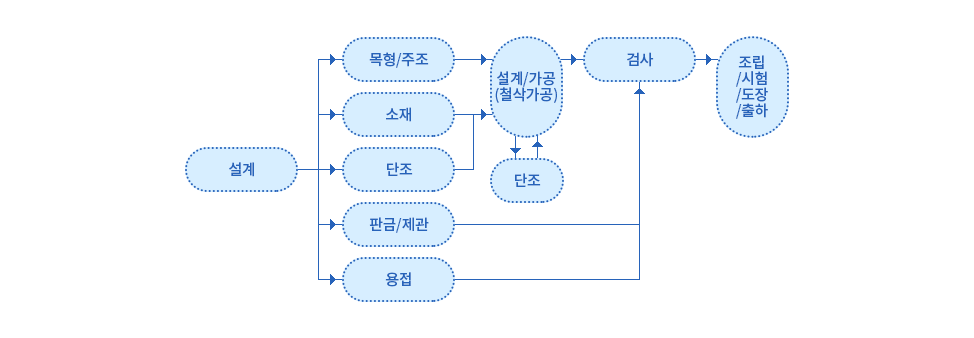
![[그림 1] 기계업종 표준 공정도](/images/overconsector/mn/mn_01_05.png)