| 1 |
폐수 열회수 Heat Pump 설치(2012년) |
생산공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 92.9 toe/년 |
0.7 % |
72.4 백만원 |
50 백만원 |
1.8 년 |
59.2 tC/년 |
- [현황 및 문제점]
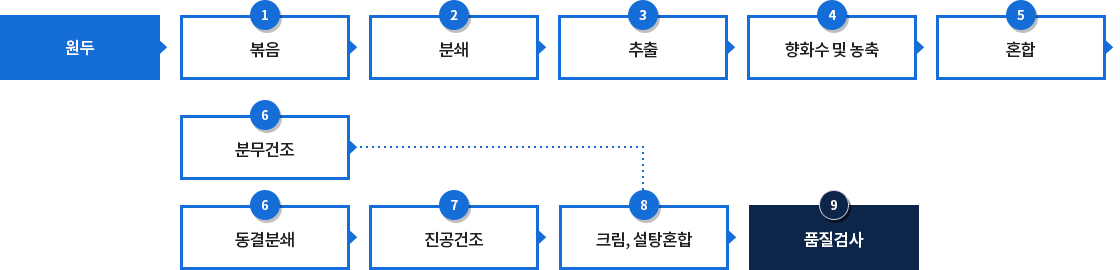
· 생산되는 제품마다 공정이 다르지만 대부분 스팀을 사용하거나 가스오븐을 이용하여 제품을 생산하는 공정을 거치다보면 온수를
직·간접으로 사용하여 폐수로 배출되는 폐수의 온도가 높아 이를 회수하여 재사용 하고자 함
· 하루 사용되는 상수도량의 절반인 약 545.4(ton/일)이 폐수로 처리되어 종말처리장으로 배출되며, 폐수의 처리전에 폐수가 최초 저장되는 Tank 용량은 약 50(ton)으로 계절에 따라 폐수온도가 다르지만 진단시 초겨울임에도 폐수 최초집합장의 폐수온도는
30(℃)로 방류됨
[개선방안]
· Heat Pump로 폐열을 회수하므로 Heat Pump 온도를 피드백받아 자동으로 제어되는 3 way valve를 사용한 바이패스 배관을
폐수 방출구 입.출구 라인에 설치함
· Heat Pump 설치방안으로 폐수중 일부는 Heat Pump의 증발기를 통해 폐수방류관으로 공급하고 증발기를 통과한 냉매는 Heat Pump의 압축기를 통해 응축기에 온수와 냉수가 열교환하여 공급하는 방안임
|
| 2 |
증자기 배증기 폐열회수(2015년) |
증자공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 37.1 toe/년 |
0.6 % |
29.3 백만원 |
52 백만원 |
1.8 년 |
23.7 tC/년 |
- [현황 및 문제점]
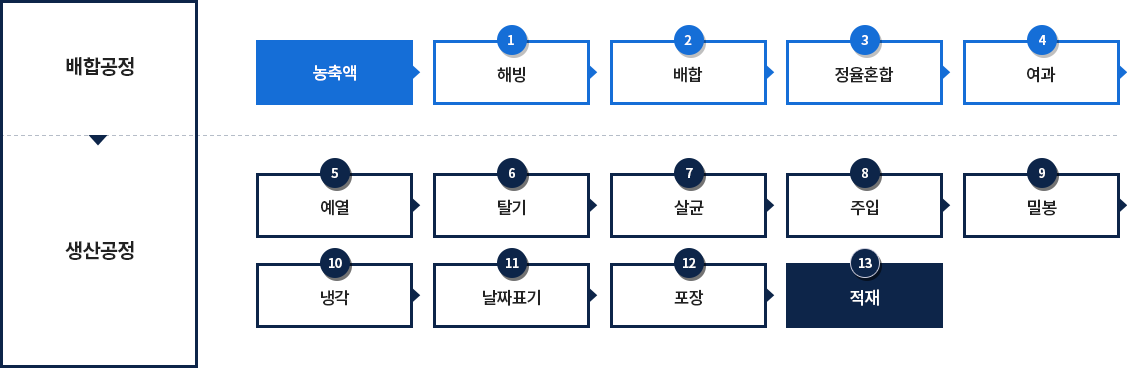
· 증자기는 연속식으로 가동하고 있으며, 증자 공정에서 불가피하게 배증기가 발생하고 있음
[개선방안]
· 폐열회수장치(물 분사식)를 설치하여 증자기에서 배출되는 배증기를 모두 회수하여 에너지를 절감
· 보일러실의 급수탱크에 물을 순환하여 폐열회수장치로 분사하여 스팀의 현열은 물론 잠열도 회수한다면 에너지 절감효과는 큼
|
| 3 |
brine 순환펌프 인버터 적용(2015년) |
FD공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 20.7 toe/년 |
0.5 % |
10.2 백만원 |
21.2 백만원 |
2.1 년 |
11.6 tC/년 |
- [현황 및 문제점]
·(밸브교축운전) FD공정의 condenser냉각용 저온(-37℃)의 brine 순환 펌프는 valve를 50% 교축하여 가동하고 있으며 시스템이 필요로 하는 양정 대비 과도한 용량을 적용하여 교축으로 유량을 제어하고 있음
[개선방안]
·(인버터도입) 아래 성능곡선에서 기존의 교축에 의한 유량조절 대신 회전수 제어를 선택할 경우 분홍색 면적만큼의 손실이 저감
|
| 4 |
제습용 냉풍공급 방법 개선(2015년) |
SD공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 5.8 toe/년 |
0.1 % |
2.9 백만원 |
- |
- |
3.3 tC/년 |
- [현황 및 문제점]
· Spray dry공정에서 분말화된 제품은 유동층 건조기로 이송되며 제품의 상태유지를 위해 건조한 공기를 건조기에 송풍
[개선방안]
· 냉각제습은 공기를 노점(이슬점)온도 이하로 냉각하여 공기중의 습기를 응축하고 응축수분을 제거한 후 재가열하여 낮은 습도의
공기를 얻는 방법임
|
| 5 |
냉각수 폐열회수(지하수 승온)(2015년) |
분해공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 27.9 toe/년 |
0.5 % |
22.1 백만원 |
19 백만원 |
0.9 년 |
17.8 tC/년 |
- [현황 및 문제점]
· 재활용수를 만들기 위해 지하수를 이용하고 있으며 지하수는 15℃의 온도를 유지함
· 히트펌프는 1일 143(ton/day)의 온수를 제조하는데 지하수 온도가 15℃로 낮으므로 열수 생산 온도를 올리는 것은 한계가 있음
[개선방안]
· 분해공정 냉동기 냉각수의 폐열을 회수하여 히트펌프로 보충되는 지하수의 온도를 승온하여 최종적으로 재활용수의 온도를
올린다면 보일러 및 소각보일러의 급수 승온용 스팀사용량이 절감
|
| 6 |
HTST 냉각열회수 시럽예열(2015년) |
살균공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
30.3 백만원 |
75 백만원 |
1.6 년 |
- |
- [현황 및 문제점]
· PET, CAN, BOT Line의 HTST 공정 예열/살균 후 온도가 높아 폐열을 활용하지 못하고 냉각수로 냉각함으로써 많은 냉각부하가 발생되고 있어 개선대책이 필요함
· 하절기에는 냉각탑만으로는 냉각부하를 감당하지 못하여 Chilled Water(Brine)를 공급함으로써 냉동기부하증가 원인이 됨
[개선방안]
· PET, CAN, BOT Line의 HTST 공정 예열/살균 후 고온의 시럽(100~136℃)을 PHE를 설치하여 폐열회수기후단(27~47℃)
시럽을 예열함으로써 HTST 예열기 Inline Heater스팀을 절감함
· PET, CAN, BOT Line의 HTST 공정 전체 적용가능하며 시럽 냉각온도를 제어할 수 있는 Control System(연동밸브)을 설치함
|
| 7 |
Compressor 냉각수 펌프 인버터설치(2012년) |
생산공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 11.1 toe/년 |
- |
4.3 백만원 |
5.5 백만원 |
1.3 년 |
5.9 tC/년 |
- [현황 및 문제점]
· 현재 가동 중인 냉각수펌프는 모터용량 22(kW) 인라인 펌프를 가동하여 공기압축기를 냉각하고 있으며, 각 압축기별로 Air
생산량과 생산 압력은 다르지만 냉각수 펌프 22(kW)의 측정전력은 20.9 (kWh), 측정유량은 75.20 ㎥/h임
[개선방안]
· 현재 일반화된 모터 제어방법으로 부하의 변동에 따라 증감을 계속하며, 회전수의 세제곱에 비례하여 전력 절감
· 압축기 냉각수펌프 모터에 인버터를 설치할 경우 압축기 냉각수 펌프모터의 회전수(RPM)를 가감 및 유량을 조절하여 운전함에
따라 전력소비량이 절감
|
| 8 |
공기압축기 흡입공기 온도개선(2015년) |
생산공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 20 toe/년 |
0.2 % |
9.1 백만원 |
15 백만원 |
1.7 년 |
- |
- [현황 및 문제점]
· 생산 공정에 압축공기 공급용으로 터보공기압축기, 스크류공기압축기가 설치되어 있으며, 공기압축기는 현장의 필요 압력에 따라 부하운전 및 무부하운전을 함
[개선방안]
· 흡입온도를 10 ℃ 낮출 때 약 3 %의 전력절감(공기 및 이상기체의 온도-체적 선도를 나타낸 것으로 공기의 온도가 증가함에 따라
체적이 증가하며, 온도가 감소함에 따라체적이 감소함을 알 수 있음)
|
| 9 |
냉수제조 빙축열 시스템 적용(2014년) |
생산공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
- |
17.7 백만원 |
55 백만원 |
3.1 년 |
- |
- [현황 및 문제점]
· 탱크는 별도의 냉수 교반장치가 없어 탱크의 상하부 온도차가 존재하고 냉동기의 운전을 통한 입수온도 12℃ 유지는 일정기간
유지하는 데 열용량의 한계를 보임
· 냉동기는 병렬회로에 의한 운전을 하고 있어, ON/OFF 운전을 반복하고 있음
· ON/OFF 운전이 잦을수록 압축기의 ON, OFF 운전이 잦아지고 동력은 피크운전의 반복으로 전력 낭비가 누적해서 발생함
[개선방안]
· 공정라인에 냉각 후 발생된, 18(℃)의 출수온도를 가진 냉수를 현재 냉수탱크에 환수하고 탱크내의 적정온도를 유지하기 위한
별도의 외부(옥상)에 빙축열 시스템을 설비함
· 기존 냉수탱크와 빙축열 시스템의 증발기 내를 순환하는 저온의 브라인을 사용하여 빙축열 시스템을 운전하는 방식으로 냉수탱크
온도를 일정하게 유지할 수 있는 시스템을 제공
|
| 10 |
보일러 급수 승온 방법 변경 |
증자, 살균 및 포장공정 |
진단사례 |
|
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| 26.1 toe/년 |
0.5 % |
23.8 백만원 |
90 백만원 |
3.8 년 |
19.7 tC/년 |
- [현황 및 문제점]
· 보일러 급수를 승온하는데 있어 고비용의 증기를 직접 사용함으로써 스팀 생산단가 상승의 원인이 되고 있음
· 보일러 급수를 30℃에서 60℃까지 승온하기 위해 273kg/hr의 스팀을 사용함
[개선방안]
· 급수탱크에 스팀을 분사하여 보일러 급수를 승온하는 방법에서 저비용의 전기식 Heat pump를 가동하는 것으로 변경
· Heat pump로 급수를 승온한다면 에너지 절감은 보일러 효율분만 적용되지만 승온 비용이 크게 감소하므로 경제성 비교에서는 큰 이점임
|
| 11 |
폐수처리장 터보블로워 도입(2014년) |
생산공정 |
진단사례 |
다운로드 |
광업 주요공정 및 절감기술/방법의 국내 외 절감기술/방법 상세표입니다.
| 절감량 |
절감율 |
절감액 |
투자비 |
투자비회수기간 |
온실가스절감량 |
| - |
44 % |
17.3 백만원 |
38.5 백만원 |
2.2 년 |
- |
- [현황 및 문제점]
· 현재 가동 중인 폭기조 BLOWER는 설치된 지 15년 이상이 경과한 설비로 노후가 진행되어 소음이 심하고 자체 유량제어가
불가능한 모델로 오직 ON/OFF 운전만이 가능함
· 폐수처리장은 생산라인 가동과 관계없이 계속 미생물의 생장을 유지해야 함으로, 폭기조 BLOWER의 가동시간이 생산시간보다도
장시간이므로 폭기조 BLOWER에 대한 개선이 시급함
[개선방안]
· 폐수처리장에서 사용 중인 ROOTS BLOWER를 1차적으로 종합효율이 월등히 높고, 윤활오일 사용이 없으며, 소음 및 발열이
적은 TURBO BLOWER로 교체하고 2차적으로 각 폭기조 말단배관에 공기압력계를 부착해 볼밸브로 공기량 조절과 폭기조 상부의
고른 분산 조건을 유지하면서, TURBO BLOWER 후단 공급헤더의 공기압을 설정하여 인버터 제어를 통한 적정유량 제어로 항시
일정한 압력유지 운전을 통해 운전전력을 절감하도록 함
|